EMCA
來源:
啟豐實(shí)業(yè)(惠州)有限公司注塑機(jī)電液伺服改造項(xiàng)目
啟豐實(shí)業(yè)(惠州)有限公司注塑機(jī)電液伺服改造項(xiàng)目
如需了解更多節(jié)能方案和節(jié)能改造服務(wù),請(qǐng)咨詢低碳網(wǎng)專業(yè)專家團(tuán)隊(duì)。
一、案例名稱
啟豐實(shí)業(yè)(惠州)有限公司注塑機(jī)電液伺服改造項(xiàng)目
二、案例業(yè)主
啟豐實(shí)業(yè)(惠州)有限公司是大型港資玩具企業(yè),主要生產(chǎn)塑膠電子玩具,產(chǎn)品全部銷往歐、美、日本等地區(qū),其主要用能設(shè)備包括破碎機(jī)、吹塑機(jī)、擠出機(jī)、絲印、噴墨、注塑機(jī)等,其中注塑機(jī)能耗最大,用能情況隨經(jīng)濟(jì)情況變化很大,一般年度用電量在1000萬(wàn)千瓦時(shí)左右。
三、案例內(nèi)容
1.技術(shù)原理及適用領(lǐng)域
原有定量泵注塑機(jī)液壓系統(tǒng)采用異步電動(dòng)機(jī)加定量泵系統(tǒng),電動(dòng)機(jī)帶動(dòng)油泵從油箱吸油并加壓輸出,經(jīng)各種控制閥控制油的壓力、流量和方向,以保證工作機(jī)構(gòu)以一定的力(或扭矩)和一定的速度按所要求的方向運(yùn)動(dòng)。從而實(shí)現(xiàn)注塑的各過程。傳統(tǒng)定量泵注塑機(jī)通常在需要改變負(fù)載流量和壓力時(shí),定量油泵速度不可調(diào),用閥門調(diào)節(jié),多余的油經(jīng)溢流閥排入油箱,大量能量以壓力差的形式損耗在閥門上。

圖1 注塑機(jī)工藝流程
根據(jù)注塑機(jī)的工藝過程,畫出系統(tǒng)油壓P與時(shí)間t的關(guān)系圖如圖2。
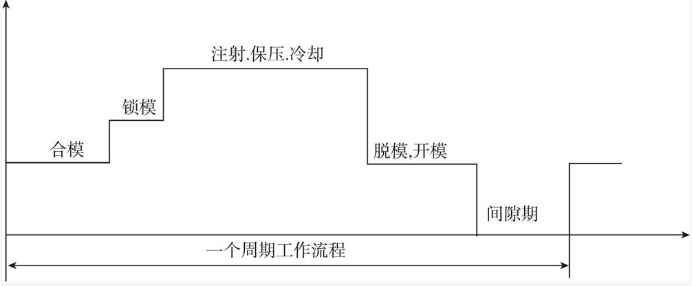
圖2系統(tǒng)油壓與時(shí)間關(guān)系
由圖2可見,合模和脫模、開模系統(tǒng)所需油壓較低,且時(shí)間較短;而注射、保壓、冷卻系統(tǒng)所需油壓較高,且時(shí)間較長(zhǎng),一般為一個(gè)工作周期的40%~60%;間歇期更短,這也與加工工件的情況有關(guān),有時(shí)可以不要間歇期。以上圖示只是一種簡(jiǎn)單的近似表示,實(shí)際上,如果注射的螺桿用油馬達(dá)驅(qū)動(dòng),注射時(shí)的系統(tǒng)油壓會(huì)高一些。注塑機(jī)加工工件的重量,從數(shù)十克到數(shù)萬(wàn)克不等。因此,注塑機(jī)就有中、小型和大型之分,加工工件一個(gè)周期的時(shí)間也是不相同的;就是對(duì)同一臺(tái)注塑機(jī),加工工件的原料不同,各段工藝流程中所需的壓力和時(shí)間也是變化的。
從圖2可見,一個(gè)周期工作流程中,負(fù)載的變化導(dǎo)致系統(tǒng)壓力變化比較大,但油仍在50Hz運(yùn)行,其供油量是恒定不變的,多余的液壓油經(jīng)溢流閥流回油箱,做無(wú)用功,白白地浪費(fèi)了電能。
由于定量泵不能根據(jù)液壓系統(tǒng)負(fù)荷變化自動(dòng)調(diào)節(jié)輸出負(fù)荷,多余的能量只能在擋板、油路泄漏、油的溫升中消耗掉,這樣的過程加劇了各種閥門的磨損,造成油溫升高,電機(jī)噪音過大以及機(jī)械壽命縮短等現(xiàn)象。
在定量泵系統(tǒng)中,總體來看存在如下問題:
(1)系統(tǒng)能耗過高,油泵本身浪費(fèi)了大量能源,同時(shí)被浪費(fèi)的能源變成熱量,使油溫升高又需要冷卻系統(tǒng)來帶走這部分熱量。
(2)維修保養(yǎng)工作量較大。因?yàn)椴粩嗟囊缌骱徒亓鞯龋沟酶鞣N閥門磨損嚴(yán)重,需要定期保養(yǎng)更換。
(3)定量泵系統(tǒng)控制因?yàn)榇嬖陂_環(huán)控制環(huán)節(jié),因此精度在某些特定場(chǎng)合不能達(dá)到要求。
基于如上原因,推薦使用電液伺服系統(tǒng)來代替原有的定量泵系統(tǒng)。
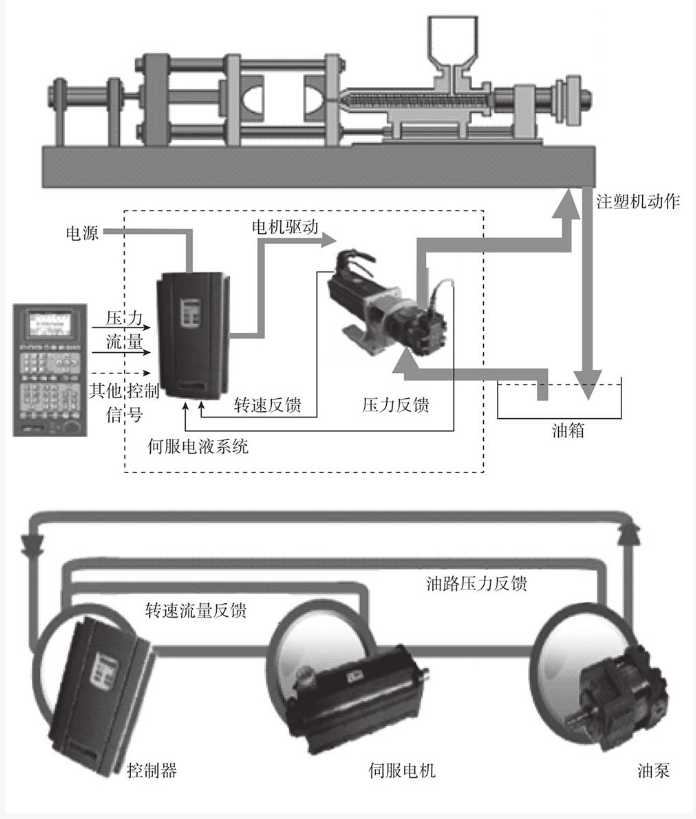
注塑機(jī)電液伺服系統(tǒng)改造的節(jié)能原理:
使用電液伺服系統(tǒng)后,伺服馬達(dá)取代原異步電機(jī),并且用齒輪泵替換原雙聯(lián)葉片泵,加上伺服驅(qū)動(dòng)器控制整個(gè)液壓動(dòng)力系統(tǒng),組成新的動(dòng)力源。伺服驅(qū)動(dòng)器與伺服馬達(dá)一起,對(duì)注塑機(jī)的壓力信號(hào)形成一個(gè)死循環(huán)控制,同時(shí)由于伺服馬達(dá)具有快速啟停的特點(diǎn),可以在15毫秒之內(nèi)啟動(dòng)或停止,因此在保壓、冷卻等階段,伺服馬達(dá)幾乎沒有電耗。由于伺服節(jié)能系統(tǒng)所輸出的壓力、流量可以死循環(huán)控制,所以它的壓力重復(fù)精度好,而且在低壓力下也可以可靠的工作。伺服節(jié)能系統(tǒng)所輸出的流量是靠數(shù)字信號(hào)來控制的,有很好的線性和低速可控性,其流量的重復(fù)精度也較高。圖3是同服控制系統(tǒng)結(jié)構(gòu)示意圖。
伺服控制系統(tǒng)主要優(yōu)點(diǎn)總結(jié)如下:
(1)節(jié)能率高:徹底消除高壓節(jié)流,比定量泵節(jié)能30%~60%,比變數(shù)泵節(jié)能10%~30%。
(2)響應(yīng)速度快:0~100%升、降速時(shí)間<0.1秒,0~100%壓力變化最快可達(dá)30ms,提高生產(chǎn)效率。
(3)控制精確:由于伺服電機(jī)本身的轉(zhuǎn)速回饋和油泵出口的壓力傳感器與驅(qū)動(dòng)器形成了兩個(gè)死循環(huán)回路,因此控制的精確度大大提高。
(4)高超載能力強(qiáng):伺服的力矩超載倍數(shù)>200%。
(5)狀態(tài)轉(zhuǎn)換靈活:速度、力矩控制靈活切換,平滑。
(6)降低液壓油溫:減少冷卻水的用量30%以上,某種場(chǎng)合甚至完全不需水冷。
(7)延長(zhǎng)設(shè)備使用壽命:減輕開、鎖模沖擊,延長(zhǎng)液壓油泵,機(jī)械和模具使用壽命。
(8)改善工作環(huán)境:降低運(yùn)行噪音。
基于以上原理,對(duì)系統(tǒng)采用電液伺服系統(tǒng)來代替原有的定量泵系統(tǒng)有很好的經(jīng)濟(jì)效益。
該項(xiàng)技術(shù)主要適用于注塑機(jī)、壓鑄機(jī)等液壓設(shè)備。
2.節(jié)能改造具體內(nèi)容
該項(xiàng)目對(duì)42臺(tái)注塑機(jī)進(jìn)行改造,采用伺服驅(qū)動(dòng)器、伺服電機(jī)、齒輪泵代替其原有的三相異步電機(jī)、葉片泵和伺服閥門,減少了溢流損耗。改造包括伺服電機(jī)、油泵拆卸與安裝,油路改造和系統(tǒng)調(diào)試,經(jīng)改造后,機(jī)臺(tái)運(yùn)行良好,節(jié)能率高達(dá)40%以上。
3.項(xiàng)目實(shí)施情況
項(xiàng)目于2011年7月簽訂合同,8月開始進(jìn)場(chǎng)改造,2011年10月完成,改造歷時(shí)2個(gè)月,運(yùn)行已經(jīng)超過1年,目前運(yùn)行情況良好。
四、項(xiàng)目年節(jié)能量及節(jié)能效益
1.節(jié)能量
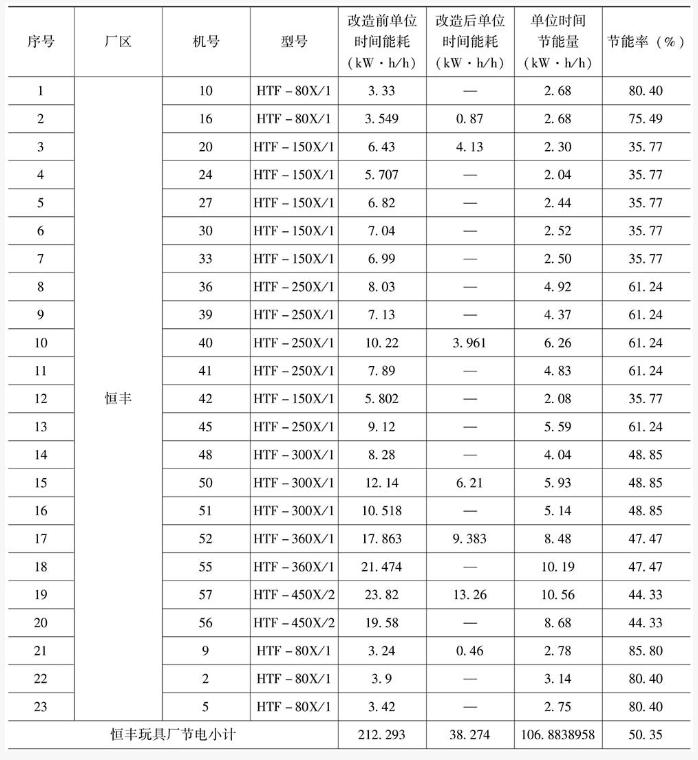
新舊系統(tǒng)改造前后用能對(duì)比見下表。
新舊系統(tǒng)改造前后用能對(duì)比
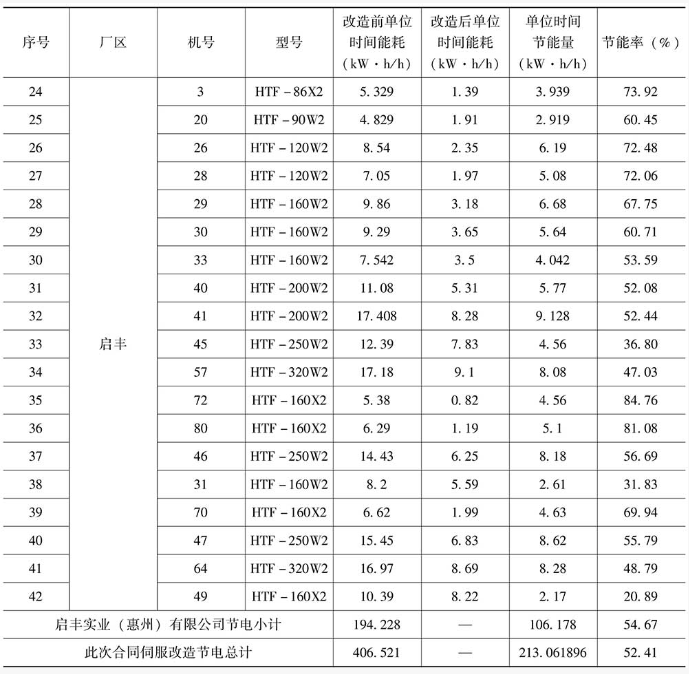
續(xù)表
節(jié)能量計(jì)算方法:
效益分享期內(nèi)注塑機(jī)伺服節(jié)能改造的結(jié)算電價(jià)以0.8元/kW·h為基準(zhǔn)。
根據(jù)雙方協(xié)商對(duì)每一種品牌、每個(gè)噸位的注塑機(jī)選擇三臺(tái)作為測(cè)試樣機(jī),每一臺(tái)測(cè)試樣機(jī),選擇款不同生產(chǎn)產(chǎn)品作為測(cè)試樣品(如果相應(yīng)噸位注塑機(jī)不足三臺(tái),以雙方協(xié)商為準(zhǔn)),記錄每款產(chǎn)品的生產(chǎn)周期時(shí)間、生產(chǎn)工藝參數(shù)以作改造前后的測(cè)試依據(jù)。
依據(jù)雙方共同選定的注塑機(jī)和產(chǎn)品,測(cè)定每小時(shí)平均用電量,取此數(shù)據(jù)為改造前能耗基準(zhǔn)值并以業(yè)主和節(jié)能服務(wù)公司雙方共同測(cè)定簽字為準(zhǔn)。
依據(jù)雙方共同選定的注塑機(jī)和產(chǎn)品,并以改造前相同的周期時(shí)間、相同的工藝參數(shù)設(shè)置,測(cè)定每小時(shí)平均用電量,取此數(shù)據(jù)為改造后能耗基準(zhǔn)值,并以業(yè)主和節(jié)能服務(wù)公司雙方共同測(cè)定簽字為準(zhǔn)。
根據(jù)以上選擇的測(cè)試樣機(jī)及測(cè)試樣品,分別測(cè)試改造前后能耗數(shù)據(jù),計(jì)算出改造后的節(jié)能效果。
節(jié)能量=改造前單位時(shí)間能耗-改造后單位時(shí)間能耗;
基準(zhǔn)節(jié)能量=(節(jié)能量1+節(jié)能量2+節(jié)能量3):3:
以上為節(jié)能量測(cè)試方法。
項(xiàng)目年節(jié)能量:
項(xiàng)日每年節(jié)約電能:213x7000=1491000kWh;
折合標(biāo)煤506.9噸(電力折標(biāo)系數(shù)采用340gce/kW·h)。
2.節(jié)能效益
節(jié)能效益為:1491000kWhx0.8元/kW-h=119.2萬(wàn)元。
五、商業(yè)模式
項(xiàng)目采用節(jié)能效益分享型合同能源管理模式,合同期為36個(gè)月。
節(jié)能效益分享時(shí)間為3年,分享比例為7:3;ESCO分享70%,業(yè)主分享30%,款項(xiàng)按實(shí)際發(fā)生值按月支付。合同期間項(xiàng)目所有權(quán)歸節(jié)能服務(wù)公司所有,項(xiàng)目結(jié)束后整個(gè)項(xiàng)目所有權(quán)轉(zhuǎn)歸業(yè)主所有。
六、融資渠道
項(xiàng)目投資額120萬(wàn)元,采用節(jié)能服務(wù)公司自有資金。
七、優(yōu)惠政策
該項(xiàng)目已在深圳科工貿(mào)信委備案,其中深圳工廠部分已申請(qǐng)深圳市合同能源管理項(xiàng)目投資補(bǔ)貼并已通過公示。
特別聲明:本網(wǎng)站轉(zhuǎn)載的所有內(nèi)容,均已署名來源與作者,版權(quán)歸原作者所有,若有侵權(quán),請(qǐng)聯(lián)系我們刪除。凡來源注明低碳網(wǎng)的內(nèi)容為低碳網(wǎng)原創(chuàng),轉(zhuǎn)載需注明來源。
相關(guān)文章:
- 絲綢之路大飯店與天山賓館區(qū)域冷熱源供應(yīng)合同能源管理項(xiàng)目
- 上海皇廷國(guó)際大酒店換熱及中央空調(diào)系統(tǒng)節(jié)能改造項(xiàng)目
- 上海虹口世紀(jì)大酒店綜合節(jié)能改造合同能源管理項(xiàng)目
- 中山古鎮(zhèn)國(guó)貿(mào)大酒店中央空調(diào)節(jié)能改造項(xiàng)目
- 河北賓館中央空調(diào)節(jié)能管控系統(tǒng)項(xiàng)目
- 深圳市大眾物業(yè)管理有限公司惠名大廈中央空調(diào)主機(jī)置換及水泵變頻智能控制節(jié)能改造項(xiàng)目
- 川普關(guān)于 ESG、DEI 和環(huán)境政策的行政措施梳理
- 碳圈新紀(jì)元!ISO與GHGP統(tǒng)一全球標(biāo)準(zhǔn)后企業(yè)如何搶占先機(jī)?
- 當(dāng)前ESG 投資趨勢(shì):表現(xiàn)、爭(zhēng)論等
- 碳強(qiáng)度→碳總量!鄭州碳排放雙控工作方案印發(fā)
- 沉默的投資潮:87%的美國(guó)企業(yè)堅(jiān)定ESG戰(zhàn)略
- 內(nèi)蒙古電力集團(tuán)多元布局電碳業(yè)務(wù)
- 解讀產(chǎn)品碳足跡認(rèn)證體系:標(biāo)準(zhǔn)指引、監(jiān)管進(jìn)程與企業(yè)實(shí)務(wù)
- 湖北省首個(gè)林業(yè)碳普惠方法學(xué)通過專家評(píng)審
-
 1
1 -
 2
2 -
 3
3 -
 4
4 -
5
-
6
-
7
-
8
-
9